福光屋の酒造り
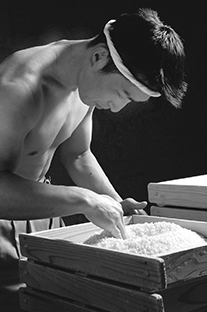
1. 職人魂の酒造り
冬、辺りが冷気に包まれる頃、酒蔵には張りつめた空気が漂います。酒を醸す。蔵人たちによって一瞬も気を抜けない仕込みの季節が始まります。福光屋の酒造りは自然が主役。寒の水と吟味された酒米。これら自然の恵みと、酵母や麹カビといった微生物たちによって酒は醸し出されます。蔵人の役割は自然の原理がうまく働く場をつくること。そして、主役である微生物が気持ち良く活躍できる環境を整えること。自然に敬意をはらい、自然のチカラを最大限に引き出すための知恵と工夫を授かるために、蔵人は手造りにこだわります。いい酒を造りたい。そのためには、できる限りあらゆることを試してみたい。福光屋の酒造りを支えてきたものは、蔵人たちの職人魂です。

2. 恵みの百年水
福光屋の酒造りを支えるもの、そのひとつに水があります。水の良し悪しは酒の味わいに大きく影響します。福光屋の仕込み水は、生まれたて百歳。霊峰白山の麓に一世紀前に降った雨が地中深く浸み込み、幾重にも重なる貝殻層をくぐり抜ける間に、酒造りに最適な成分をゆっくりと溶け込ませながら、実に百年の歳月をかけて福光屋の蔵に辿り着きます。ゆったりと悠久の時を過ごした水は、まさに自然の恵みとなり、福光屋の直下150メートルの地中から渾々と湧き出しています。酒蔵にとって水は命。福光屋が創業以来、現在の地を一歩も動かず酒を造り続けてきたのは、このかけがえのない「恵みの百年水」があるからです。

3. 契約栽培米
兵庫県多可町中区。酒米の最高峰「山田錦」発祥の地。酒米は栽培地が限られるうえに育成が難しいものです。しかし、米は本来もつ自然のチカラを発揮できる最適な土壌のもとなら、多少の気候変動にも負けず立派に育ちます。福光屋では昭和35年から中区坂本の農家と契約栽培を行い、土づくりからともに取り組んでいます。稲が気持ち良く育つ環境を整えるために、知恵と工夫を尽くす職人魂がここにもあります。今では長野県木島平で「金紋錦」、兵庫県出石で「フクノハナ」、富山県福光と石川県白山で「五百万石」を契約栽培しています。良質の酒米を充分に確保できるからこそ、それぞれの酒米の個性を納得いくまで見極め、仕込みによって使い分けることができるのです。

4. 伝統技術
表情を見る、香りを嗅ぐ、味をみる、感触をみる、音を聴く。蔵人は酵母や麹の微妙な変化を、五感で感じ取ります。酒造りの主役である微生物が気持ち良く活躍できるように、昼夜を分かたず的確な手入れを行います。自然の摂理と真正面に向き合い、精神を集中させて手入れを行うことで、より良い工夫につながるひらめきを得ることができるのです。蔵人が手造りにこだわる理由がここにあります。醸造とは自然の営みであり、人の手による仕事を機械で置き換えることは到底できないこと、伝統技術に息づく手法の中に、本当の意味があることを知るとき、未来の酒造りにつながる工程が出来上がります。福光屋の伝統技術は先端の裏づけを得ながら進化し続けています。
5. 金沢という町
江戸や京都とは異なる独自の文化を築き上げた城下町、金沢。福光屋はこの地に生まれ、育ちました。加賀百万石、前田家の文化政策の影響を受け、人々の間に美術や工芸への関心が高まり、生活の中に文化が深く浸透するとともに、優れた技能をもった職人たちが集まりました。さらに、新鮮な海の幸、豊富な山の幸というひときわ豊かな食材を背景に、金沢の食文化は、華麗な発達を遂げてきました。これら金沢の歴史と風土が、金沢文化ともいえる現在の懐の深い生活様式を生み出し、職人魂を育む土壌をつくり、一方で味わいへの厳しい評価をもつ人々の町をつくり出しました。福光屋の酒は幾年もの間、金沢の町によって鍛えられ、磨かれてきたといえます。
6. 創業寛永二年
福光屋は、寛永二年(1625年)創業、金沢で最も長い歴史と伝統を誇る酒蔵です。江戸時代の古地図で金沢城下を見ると、現在も酒蔵を置く石引に、福光屋の標し「打出の小づち」があります。創業以来福光屋は、職人魂の酒造りを貫きながら、時代ごとの変化を遂げてきました。「伝統は革新の連続」。つまりそれが福光屋にとって、のれんを守るということでした。あくまで基本は変えず、時代の変化をしなやかに受けとめ、日々新しい伝統を創造していく。時とともに変化する人々の価値観や嗜好を敏感に感じとって、時代にあった酒を世に送りだす。それは、先人達の業績の掘り起こしと破壊、そして創造と再構築の連続を、幾世紀もの間くり返してきた福光屋の姿勢です。

7. 味わいのカタチ
「旨くて、軽い」。飲んで気持ちいい酒は、口に含んだときに旨さが十分にふくらみ、あと味がサラッと心地よく消えていきます。料理とともに楽しむために、おいしい時間を演出するために、この味わいの実現に取り組んできました。原料米の選択から、麹の育成、醗酵、熟成と全ての工程で、造り手側も楽しく、気持ち良くということが大切です。さらに、飲む人の人柄を想像し様々な場面に思いを馳せて、「旨くて、軽い」を基本に多種多様な味わいの変化を造り出し、飲み手の個性に合った酒のカタチを生み出します。蔵人が精魂込めて仕込んだ酒に、名を付け、相応しい装いで送りだす。福光屋の職人魂は、酒造りからデザインの現場まで一貫して受け継がれています。

8. 純米蔵
上質の酒米と、自然の恵みの百年水。そしてこれら最高の素材と、自然のチカラを巧みに操る蔵人たち。酒は米と水という自然の恵みに、微生物たちの働きによる自然の力が加わって生まれます。旨い酒を造るには、この自然の力を最大限に引き出さなければなりません。これこそが、本来の日本酒造りの醍醐味です。そしてそれは純米造りでこそ実現できること。福光屋は、この日本酒造りの原点に立ち返り、すべての日本酒を純米造りで醸しています。福光屋の目指す「旨くて、軽い」味わいも、米の旨みが存分に生きる純米造りだからこそ実現できる酒質です。日本酒本来の造りである純米酒の時代へ、純米蔵として福光屋はこれからも上質の日本酒を造り続けていきます。

9. 長期熟成酒の研究
1947年に12代当主となった福光博は、日本酒に「熟成」という概念がないことに疑問を抱いていました。世界的に名高い欧州のワイン産地を訪れ、熟成が酒文化を支える大きな要素であるとの思いを強めて帰国。1959年に日本酒の長期熟成酒の研究を開始します。酒米品種の選定から栽培法、造り、熟成の頂点までの長い工程を見通す、先駆的な取り組みに情熱を傾け、1969年に「三年熟成 福正宗 オールド」の発売にいたります。福光屋の宝ともいえる幾多の挑戦と長期熟成酒は、13代松太郎へと受け継がれ、低温熟成させる「淡熟」と四季の温度変化に従う「濃熟」という考えを確立。1994年に「百々登勢(ももとせ)」と「瑞秀(みずほ)」、1996年に「初心(はつごころ)」が開発されていくこととなるのです。


慶応年間の頃の福光屋